

India has emerged as a global powerhouse in the pipeline and tubing industries, establishing itself as one of the world's leading manufacturers and exporters of stainless steel pipes, tubes, and specialized forgings. The country's robust industrial infrastructure, skilled workforce, and strategic geographical location have positioned it as a preferred destination for high-quality pipeline solutions across diverse sectors including oil and gas, petrochemicals, power generation, pharmaceuticals, and water treatment.
The Indian pipeline industry has witnessed remarkable growth over the past two decades, driven by increasing domestic demand, infrastructure development projects, and expanding export opportunities. Companies like Shalco have played a pivotal role in this transformation, setting benchmarks for quality, innovation, and customer service in the stainless steel manufacturing sector.
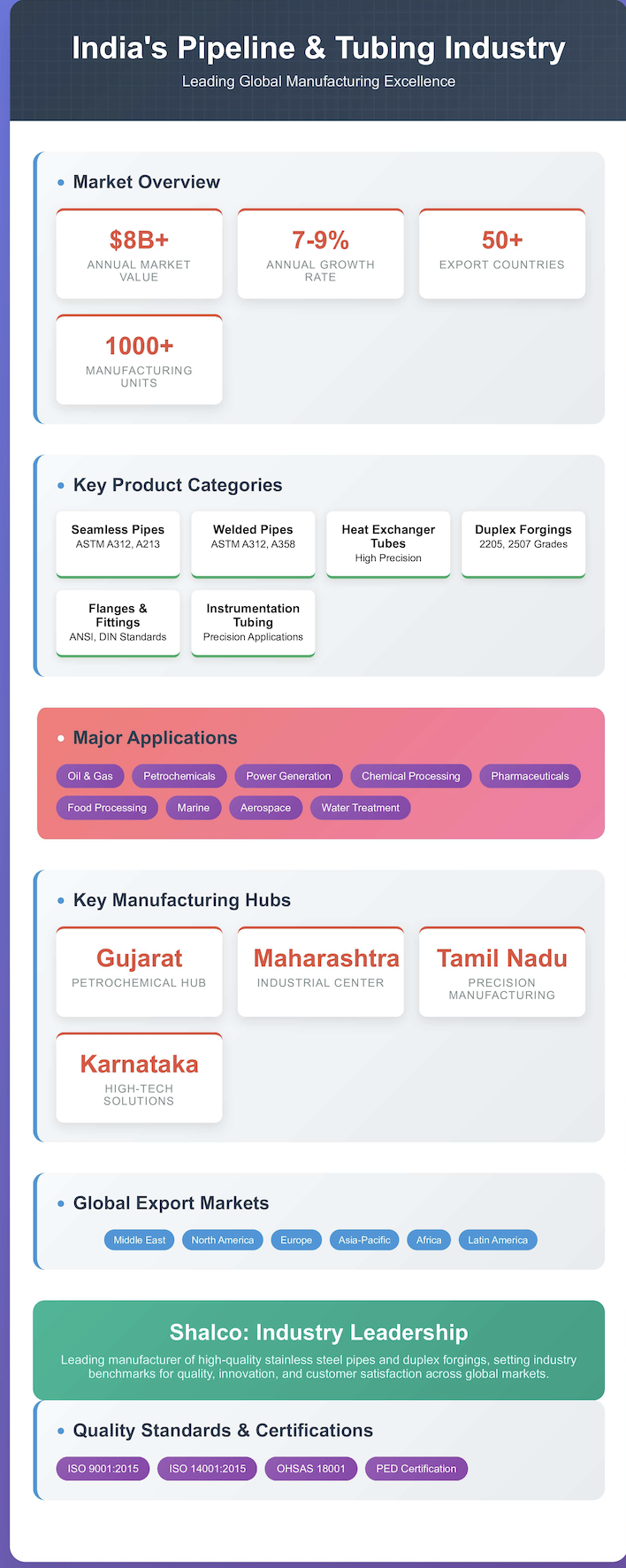
The Indian Pipeline and Tubing Industry Landscape
Market Size and Growth Trajectory
India's pipeline and tubing industry represents a significant segment of the country's manufacturing sector, with an estimated market value exceeding $8 billion annually. The industry has consistently maintained a compound annual growth rate (CAGR) of 7-9% over the past decade, reflecting the strong demand from both domestic and international markets.
The sector encompasses a wide range of products including seamless pipes, welded pipes, specialized alloy tubes, fittings, flanges, and various forged components. The diversity of applications spans from high-pressure oil and gas transmission lines to precision pharmaceutical tubing systems, showcasing the industry's versatility and technical expertise.
Key Manufacturing Hubs
India's pipeline manufacturing is concentrated in several key industrial clusters:
Gujarat: Known for its petrochemical and chemical processing industries, Gujarat hosts numerous stainless steel pipe manufacturers and has become a major export hub. The state's well-developed port infrastructure and industrial ecosystem support large-scale manufacturing operations.
Maharashtra: Home to major industrial centers like Mumbai and Pune, Maharashtra contributes significantly to India's pipeline manufacturing capacity, particularly in specialized applications for automotive and aerospace industries.
Tamil Nadu: With its strong engineering base and skilled workforce, Tamil Nadu has emerged as a key player in precision tubing and specialized alloy manufacturing.
Karnataka: Bangalore and surrounding areas have become important centers for high-tech pipeline solutions, particularly for the electronics and semiconductor industries.
Stainless Steel Pipe Manufacturers in India: Excellence in Quality and Innovation
Industry Overview
Indian stainless steel pipe manufacturers have earned global recognition for their commitment to quality, competitive pricing, and ability to meet diverse customer requirements. The industry produces a comprehensive range of products including:
- Seamless stainless steel pipes (ASTM A312, A213, A269)
- Welded stainless steel pipes (ASTM A312, A358, A409)
- Heat exchanger tubes
- Instrumentation tubing
- Sanitary and pharmaceutical tubing
- High-pressure boiler tubes
- Duplex and super duplex pipes
Manufacturing Capabilities and Standards
Leading manufacturers in India, including industry pioneers like Shalco, have invested heavily in state-of-the-art manufacturing facilities and quality control systems. These companies maintain certifications from international standards organizations including:
- ISO 9001:2015 Quality Management Systems
- ISO 14001:2015 Environmental Management Systems
- OHSAS 18001 Occupational Health and Safety
- PED (Pressure Equipment Directive) certification
- NACE (National Association of Corrosion Engineers) compliance
- IBR (Indian Boiler Regulation) approval
Technological Advancement
The Indian stainless steel pipe manufacturing sector has embraced advanced technologies to enhance production efficiency and product quality:
Cold Drawing Technology: Advanced cold drawing processes enable manufacturers to produce pipes with precise dimensional tolerances and superior surface finishes.
Bright Annealing: Controlled atmosphere bright annealing processes ensure optimal mechanical properties and corrosion resistance while maintaining excellent surface quality.
Seamless Pipe Manufacturing: State-of-the-art seamless pipe production facilities utilize piercing and rolling technologies to produce high-integrity pipes for critical applications.
Quality Control Systems: Advanced testing equipment including ultrasonic testing, eddy current testing, hydrostatic testing, and sophisticated metallurgical laboratories ensure consistent product quality.
Shalco: A Leading Force in Stainless Steel Manufacturing
Shalco has established itself as a prominent name in India's stainless steel pipe manufacturing industry, known for its commitment to quality, innovation, and customer satisfaction. The company's comprehensive product portfolio and adherence to international standards have made it a trusted partner for clients across various industries.
Shalco's manufacturing capabilities encompass a wide range of stainless steel grades including:
- Austenitic grades (304, 304L, 316, 316L, 321, 347)
- Ferritic grades (409, 410, 430)
- Martensitic grades (410, 420, 440)
- Duplex and super duplex grades (2205, 2507, 254 SMO)
The company's focus on research and development has enabled it to develop specialized solutions for challenging applications in corrosive environments, high-temperature operations, and precision instrumentation systems.
Duplex Stainless Steel Forgings: Meeting Critical Industry Demands
Understanding Duplex Stainless Steels
Duplex stainless steels represent a specialized class of materials that combine the beneficial properties of both austenitic and ferritic stainless steels. These alloys offer superior strength, excellent corrosion resistance, and outstanding performance in chloride-containing environments, making them ideal for demanding applications in offshore oil and gas, chemical processing, and marine industries.
The most commonly used duplex grades include:
Duplex 2205 (UNS S31803/S32205): The most widely used duplex grade, offering excellent general corrosion resistance and good mechanical properties.
Super Duplex 2507 (UNS S32750): Provides enhanced corrosion resistance, particularly in chloride environments, and higher strength than standard duplex grades.
Lean Duplex 2101 (UNS S32101): A cost-effective alternative with good corrosion resistance and mechanical properties for less demanding applications.
Forging Capabilities and Applications
Indian manufacturers, including industry leaders like Shalco, have developed extensive capabilities in duplex stainless steel forging, producing a wide range of components:
Flanges: ANSI, DIN, and custom flanges in various pressure ratings and dimensions for pipeline connections and equipment interfaces.
Fittings: Elbows, tees, reducers, and other piping components designed to meet specific application requirements.
Valves and Valve Components: Critical components for flow control systems in demanding environments.
Pump and Compressor Components: Impellers, casings, and other components requiring high strength and corrosion resistance.
Heat Exchanger Components: Tube sheets, baffles, and other components for thermal transfer applications.
Manufacturing Processes and Quality Assurance
The production of duplex stainless steel forgings requires specialized knowledge and precise control of manufacturing parameters:
Forging Temperature Control: Maintaining optimal forging temperatures (1000-1150°C) to ensure proper microstructure development and mechanical properties.
Heat Treatment: Carefully controlled solution annealing processes to achieve the desired balance of austenite and ferrite phases.
Machining and Finishing: Specialized machining techniques and surface treatments to meet stringent dimensional and surface quality requirements.
Non-Destructive Testing: Comprehensive testing protocols including ultrasonic testing, magnetic particle inspection, and dye penetrant testing to ensure component integrity.
Quality Standards and Certifications
Duplex stainless steel forging manufacturers in India adhere to stringent international standards:
- ASTM A182 (Forged or Rolled Alloy and Stainless Steel Pipe Flanges)
- ASTM A790 (Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe)
- ASME B16.5 (Pipe Flanges and Flanged Fittings)
- NACE MR0175/ISO 15156 (Materials for use in H2S-containing Environments)
- API 6A (Wellhead and Christmas Tree Equipment)
Industry Applications and Market Segments
Oil and Gas Industry
The oil and gas sector represents one of the largest markets for Indian pipeline and tubing manufacturers. Applications include:
Upstream Operations: Wellhead equipment, production tubing, and flowlines requiring corrosion-resistant materials for harsh environments.
Midstream Infrastructure: Transmission pipelines, compressor stations, and processing facilities demanding high-strength, reliable piping systems.
Downstream Processing: Refineries and petrochemical plants utilizing specialized alloys for various process applications.
Offshore Platforms: Marine environments requiring superior corrosion resistance and structural integrity.
Chemical and Petrochemical Industries
Chemical processing applications demand materials with excellent chemical resistance and durability:
- Process piping for aggressive chemical environments
- Heat exchanger tubes for thermal processing
- Reactor components and pressure vessels
- Storage tank systems and transfer lines
Power Generation
The power sector utilizes Indian-manufactured pipes and forgings in:
- Thermal power plants for steam generation systems
- Nuclear facilities requiring high-purity materials
- Renewable energy systems including solar thermal and geothermal applications
- Combined heat and power systems
Pharmaceutical and Food Processing
These industries require materials meeting strict hygiene and purity standards:
- Sanitary piping systems with smooth internal surfaces
- Process equipment for drug manufacturing
- Food-grade tubing for beverage and dairy applications
- Clean steam systems for sterilization processes
Export Markets and Global Reach
Major Export Destinations
Indian pipeline and tubing manufacturers have successfully established presence in numerous international markets:
Middle East: UAE, Saudi Arabia, and other GCC countries represent significant markets for oil and gas applications.
North America: USA and Canada import specialized products for refinery and chemical processing applications.
Europe: Markets including Germany, Netherlands, and UK for various industrial applications.
Asia-Pacific: Singapore, Malaysia, Thailand, and other regional markets for petrochemical and industrial projects.
Africa: Nigeria, South Africa, and other countries for infrastructure and industrial development projects.
Competitive Advantages
Indian manufacturers offer several competitive advantages in global markets:
Cost Competitiveness: Efficient manufacturing processes and favorable cost structures enable competitive pricing without compromising quality.
Technical Expertise: Skilled engineering and manufacturing teams capable of handling complex specifications and custom requirements.
Quality Assurance: Rigorous quality control systems and international certifications ensure product reliability.
Flexibility: Ability to handle both large-volume orders and specialized small-batch requirements.
Logistics Support: Well-developed supply chain and logistics networks for timely delivery worldwide.
Technological Innovations and Future Trends
Advanced Manufacturing Technologies
The Indian pipeline industry continues to invest in cutting-edge technologies:
Automation and Robotics: Implementation of automated manufacturing systems to enhance precision and consistency.
Digital Quality Control: Advanced inspection systems using artificial intelligence and machine learning for defect detection.
3D Printing and Additive Manufacturing: Emerging technologies for prototype development and small-batch production of complex components.
Smart Manufacturing: Integration of IoT devices and data analytics for process optimization and predictive maintenance.
Sustainability Initiatives
Environmental consciousness is driving innovation in sustainable manufacturing:
Energy Efficiency: Implementation of energy-efficient processes and renewable energy sources.
Waste Reduction: Advanced recycling systems and waste minimization strategies.
Green Chemistry: Development of environmentally friendly surface treatments and processing chemicals.
Carbon Footprint Reduction: Comprehensive carbon management programs and emission reduction initiatives.
Future Market Trends
Several trends are shaping the future of India's pipeline and tubing industry:
Hydrogen Economy: Growing demand for hydrogen-compatible materials and specialized piping systems.
Renewable Energy: Expansion of solar, wind, and other renewable energy projects requiring specialized materials.
Water Infrastructure: Increasing focus on water treatment and distribution systems.
Pharmaceutical Growth: Expanding pharmaceutical sector driving demand for high-purity materials.
Challenges and Opportunities
Industry Challenges
The Indian pipeline and tubing industry faces several challenges:
Raw Material Price Volatility: Fluctuating prices of nickel, chromium, and other alloying elements affect manufacturing costs.
Skilled Labor Shortage: Need for specialized technical skills in manufacturing and quality control.
Competition from Low-Cost Producers: Price pressure from competitors in other developing countries.
Regulatory Compliance: Keeping pace with evolving international standards and regulations.
Supply Chain Disruptions: Managing global supply chain uncertainties and logistics challenges.
Growth Opportunities
Despite challenges, significant opportunities exist for expansion:
Infrastructure Development: Government initiatives for industrial and urban infrastructure development.
Make in India: Government support for domestic manufacturing and export promotion.
Technology Partnerships: Collaborations with international companies for technology transfer and market access.
Emerging Applications: New applications in emerging technologies and industries.
Regional Market Expansion: Opportunities in Southeast Asia, Africa, and Latin America.
Quality Assurance and Testing Protocols
Comprehensive Testing Procedures
Leading manufacturers like Shalco implement comprehensive testing protocols to ensure product quality:
Chemical Analysis: Spectrometric analysis to verify material composition and compliance with specifications.
Mechanical Testing: Tensile testing, impact testing, and hardness measurements to confirm mechanical properties.
Corrosion Testing: Specialized tests including ASTM G48 pitting corrosion tests for duplex materials.
Dimensional Inspection: Precision measurement systems to verify dimensional accuracy and tolerances.
Surface Quality Assessment: Visual inspection and surface roughness measurements for aesthetic and functional requirements.
Certification and Compliance
Industry leaders maintain multiple certifications and approvals:
- Third-party inspection agencies (SGS, Bureau Veritas, TUV)
- Customer-specific approvals and vendor certifications
- Government regulatory approvals (IBR, PESO)
- International quality system certifications
Supply Chain Management and Logistics
Raw Material Sourcing
Effective supply chain management is crucial for maintaining cost competitiveness and quality:
Strategic Partnerships: Long-term relationships with reliable raw material suppliers.
Inventory Management: Optimized inventory levels to balance cost and supply security.
Quality Vendor Development: Programs to improve supplier quality and capability.
Global Sourcing: Diversified supplier base to mitigate supply risks.
Distribution Networks
Efficient distribution systems ensure timely delivery to customers worldwide:
Warehouse Facilities: Strategically located warehouses for faster customer service.
Logistics Partnerships: Relationships with reliable freight forwarders and shipping companies.
Port Operations: Efficient port handling and documentation processes for exports.
Customer Service: Dedicated teams for order processing and customer support.
Conclusion
India's pipeline and tubing industry has achieved remarkable success through a combination of technical expertise, quality focus, and competitive positioning. Companies like Shalco have contributed significantly to this growth by maintaining high standards of manufacturing excellence and customer service.
The industry's future prospects remain bright, driven by growing global demand for high-quality stainless steel products, expanding applications in emerging technologies, and continued government support for manufacturing sector development. As the industry continues to evolve, focus on sustainability, technological innovation, and market diversification will be key to maintaining competitive advantage.
The expertise developed in manufacturing standard stainless steel products and specialized duplex forgings positions Indian manufacturers well to capitalize on emerging opportunities in renewable energy, hydrogen economy, and advanced industrial applications. With continued investment in technology, quality systems, and human resources, India's pipeline and tubing industry is poised for sustained growth and global leadership.
Through strategic planning, technological advancement, and commitment to quality, companies in this sector will continue to strengthen India's position as a preferred global supplier of high-quality pipeline and tubing solutions, while contributing significantly to the nation's economic growth and industrial development objectives.

